鋁波紋芯復合鋁板的加工方法?行業動態 | 來源:吉祥集團|CCJX|官網-吉祥鋁塑板,鋁單板,鋁波紋芯復合板,中國吉祥,上海吉祥 2018/10/30 閱讀:2234
>切割
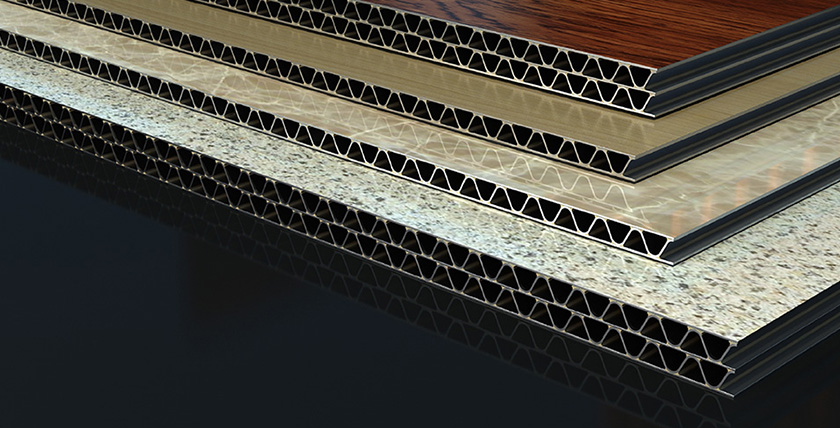
Aluminum corrugated composite Panel切斷使用專用切割機,不動彈的在平整的表面或是同等以上的工作臺上固定后對好制作尺寸做切割。 -切割后斷面要形成非常柔細,干凈的切斷面。 >刨槽 鋁波紋芯復合鋁板加工工序中非常重要的工序是把面板背面刨掉0.2mm,加工角度推薦了把底板和Corruagation芯材一起加工成91°的角。 1)加工鋸齒是同下部中央圖面使用著由R-5.5,角度91°制作成鋸齒。 2)工程大量用到刨槽時,因采用圖形Grooving Saw和機械式移動設備可以更好的提高生產效率。開槽:可根據設計圖紙要求,折邊時加工方法按左圖進行切割。 >成型 刨槽加工后,將產品在一定平面上定位后,將折彎夾具用90°折彎,與設計圖要求相符。 折彎的Corner部分要一直維持直線。 (注意:為了防止因破裂,Corner部分涂層的破裂應在10℃以上進行作業。) 折彎的邊緣至少在20mm以上的高度設計,這樣折角部分與硅膠才能達到更好的防水效果和其它性能。 >滾圓折彎 用普通的Bending Machine Round大的情況下大量使用。 Bending起初的100mm用直線制作最終的目的約50mm,比Round設計尺寸小,最后作業時使用。 Bending 時在產品的兩面合齒AL.SHEET后Bending 可以做出優秀的ROUND TYPE. Bending 可能Round的,根據中間芯板波紋的大小,多少有些設計差異時,制造者應技術咨詢后再進行比較合理。 |
相關資訊
|